
![]()
Understanding:
• Microorganisms are used in industry because they are small and have a fast growth rate
• Microorganisms in fermenters become limited by their own waste products
Microorganisms are used in industry to produce a range of chemical compounds, enzymes and drugs – this is because:
- They are small and so can be grown economically in fermenters on either solid or liquid media
- They have a fast growth rate and so can produce large yields in short periods of time
- They can be genetically modified with relative ease to synthesise non-natural products of interest
- May be able to tolerate unusual growth conditions (e.g. extremophiles can grow in high temperatures or acidic conditions)
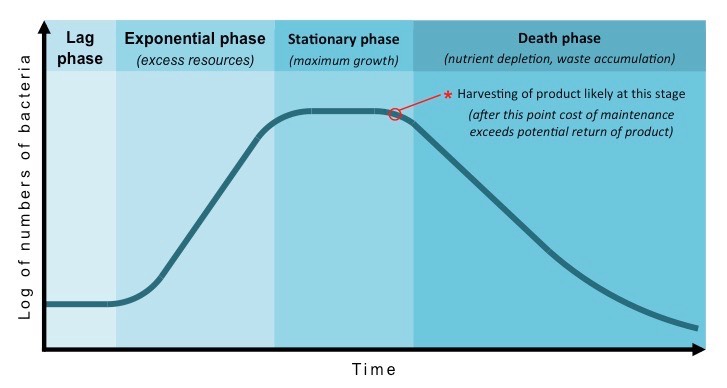
When grown in fermenters, microorganism rate of growth will eventually become limited by metabolic waste products
- The fermentation reaction can be periodically halted to replenish nutrients and remove wastes (batch culture)
- Alternatively, nutrient and waste levels can be dynamically adjusted to maintain the reaction indefinitely (continuous culture)
Microorganism Growth Rate (Fixed Container)
![]()
Understanding:
• Fermenters allow large-scale production of metabolites by microorganisms
A fermenter is an enclosed and sterilised vessel that maintains optimal conditions for the growth of a microorganism
- The microorganism undergoes fermentation to produce large quantities of a desired metabolite for commercial use
Product can be collected from a fermenter after a fixed amount of time (batch cultivation) or ongoing (continuous cultivation)
- In batch cultivation, the microorganism goes through all the stages of growth prior to the collection of product
- In continuous cultivation, the microorganism is maintained at a peak rate of growth (exponential phase)
Diagram of a Standard Fermenter

![]()
Understanding:
• Probes are used to monitor conditions within fermenters
• Conditions are maintained at optimal levels for the growth of the microorganism being cultured
Probes and sensors are used to monitor condtions within the fermenter in order to maintain optimal levels of microbial growth
- Motorised stirring paddles function to distribute heat and materials evenly within the reaction chamber
- An external water jacket can be used to absorb excess heat and maintain a constant viable temperature
- An aerator can introduced compressed air into the chamber, while a defoamer can hinder the formation of foam
- Acid/base inlets allow for the regulation of pH levels within the chamber (formation of product may alter pH)
- Nutrient inlets and exhaust outlets allow for the introduction of sugars or the removal of metabolic wastes
The necessary adjustments required for continued growth may differ between batch cultivation and continuous cultivation
- In both cases, conditions within the fermenter must remain aseptic to prevent contamination of the microorganism